








Objective: Persistent belt mistracking at this waste-to-energy recycling facility was causing
consistent and problematic spillage and belt damage. These issues lead to safety concerns
from falling material, as well as the need for constant housekeeping, severely impacting
employee morale. Continual belt mistracking also lead to premature belt failure and costly
repair and downtime.
Challenge: Persistent belt mistracking at this waste-to-energy recycling facility was causing consistent and problematic spillage and belt damage. These issues lead to safety concerns from falling material, as well as the need for constant housekeeping, severely impacting employee morale. Continual belt mistracking also lead to premature belt failure and costly repair and downtime.

Solution: Upon completing a thorough conveyor inspection, ASGCO® technicians were able
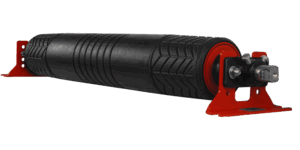
to identify several areas for improvement. Existing rubber disc return idlers were replaced with ASGCO® Dura-
Sleeve™ Return idlers and an ASGCO® Tru-Trainer® Flat Return idler was strategically located between the
head & tail pulley to insure the belt stays centered on the return idlers. This combination ensured that the belt
would remain centered under the load zone and throughout its travel, eliminating spillage, premature belt wear
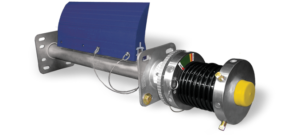
& conveyor shutdown. ASGCO® Safe-Guard® Return Idler Guards were installed around each return idler
to further ensure that maximum safety standards were met.
Results: Once all of the Dura-Sleeve™ Urethane Return Idlers were replaced and centered, the ASGCO®
Tru-Trainer® was installed, and fine-tuned for maximum performance. The belt no longer gets snagged or
bounces across the rubber disc returns, and any minor belt mistracking is being corrected by the Tru-Trainer®.
Weather, wind and material loading were all factors in resolving these issues. The belt operates much
more efficiently, spillage has been virtually eliminated, and the lifespan of the belt will increase dramatically.
This plant now experiences much less downtime, requires far less clean up and promotes a much safer working
environment for its employees.

