COAL MINING INDUSTRY INFORMATION
The largest coal producing countries are not confined to one region – the top five hard coal producers are China, the USA, India, Australia and Indonesia. Much of global coal production is used in the country in which it was produced; only around 15% of hard coal production is destined for the international coal market.
The quality of a coal deposit is determined by: Types of vegetation from which the coal originated; Depths of burial; Temperatures and pressures at those depths; Length of time the coal has been forming in the deposit
Two types of coal mining
Coal is mined by two methods: surface or ‘opencast’ mining or underground or ‘deep’ mining.
The choice of mining method largely depends on the geology of the coal deposit. Underground mining currently accounts for a bigger share of world coal production than opencast; although in several important coal producing countries surface mining is more common.
Surface mining
Surface mining is only economic when the coal seam is near the surface. This method recovers a higher proportion of the coal deposit than underground mining as all coal seams are exploited – 90% or more of the coal can be recovered. Large opencast mines can cover an area of many square kilometres and use very large pieces of equipment, such as draglines, power shovels, large trucks, bucket wheel excavators and conveyors.
The overburden of soil and rock is first broken up by explosives; it is then removed by draglines or by shovel and truck. Once the coal seam is exposed, it is drilled, fractured and systematically mined in strips. The coal is then loaded on to large trucks or conveyors for transport to either the coal preparation plant or direct to where it will be used.
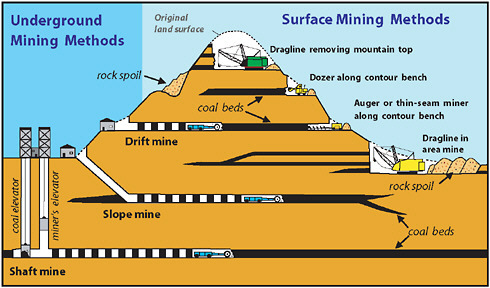
Underground mining
There are two main methods of underground mining: room-and-pillar and longwall mining.
Room-and-pillar mining
In room-and-pillar mining, coal deposits are mined by cutting a network of ‘rooms’ into the coal seam and leaving behind ‘pillars’ of coal to support the roof of the mine. These pillars can be up to 40% of the total coal in the seam – although this coal can sometimes be recovered at a later stage.
Longwall mining
Longwall mining involves the full extraction of coal from a section of the seam, or ‘face’ using mechanical shearers. The coal ‘face’ can vary in length from 100-350m. Self-advancing, hydraulically-powered supports temporarily hold up the roof while coal is extracted. When coal has been extracted from the area, the roof is allowed to collapse. Over 75% of the coal in the deposit can be extracted from panels of coal that can extend 3km through the coal seam.
Technological advancements have made coal mining today more productive than it has ever been. To keep up with technology and to extract coal as efficiently as possible, modern mining personnel must be highly skilled and well-trained in the use of complex, state-of-the-art equipment.
Types of coal
Coal is a burnable carbonaceous rock, classified as sedimentary. Coal is divided into four major types, based generally on the amount of transformation undergone from the earlier plant and peat stages, heating value and other characteristics:
Lignite
A brownish-black coal with generally high moisture and ash content and the lowest carbon content. Significant resources and mining operations are in Texas, North Dakota and Montana.
Subituminous
Coal with higher heating value than lignite. Wyoming produces the bulk of sub-bituminous coal in the Powder River Basin (PRB) area.
Bituminous
Soft, intermediate grade of coal that is most common and widely used in the United States. It is mined mainly in Appalachia and the Midwest regions of the US.
Anthracite
The hardest type of coal, consisting of nearly all carbon. Mined in the Appalachian area of Pennsylvania, it has the highest heating value and lowest moisture and ash content.
Coking Coal
Coking coal is a bituminous coal with special characteristics that allows it to be converted into coke and used in the steel manufacturing process.
Factoids
- Coal provides America’s railroads with more traffic and revenue than any other commodity.
- A typical train car holds between 115 and 117 tons of coal.
- Wyoming is the largest coal-producing state.
- Coal accounts for half of the electricity use in the U.S.
- Coal costs less than any other major fossil fuel source.
- The world’s largest producers and consumers of coal are China, Poland, Russia, India and the United States.
- Total world consumption of marketed energy is projected to increase by 57 percent from 2004 to 2030.
- Coal’s share of total world energy use climbed from 25 percent in 2003 to 26 percent in 2004 and is expected to increase to 28 percent by 2030.